前回、デスクトップタイプの3Dプリンタであっても、材料の幅が驚くほど広がりつつある話をした。自分がよく使用する機械や、サービスの標準的な材料を使った出力に慣れたら、より自分のニーズに合った材料を使いたくなるだろう。
そこで、気をつけなければならないのが、成功率をできるだけ上げるために、材料ごとの注意事項を確実に把握することだ。日頃から使い慣れている材料は、感覚的にその特性を把握しているため、失敗することは少ないかもしれない。しかし、それはたまたま上手くいっている場合も少なくない。あらためて材料を体系的に知っておくことは大事だ。
そこで、今回の記事では、材料についての情報をどのように把握すればよいのかについて触れてみたい。
●サンプルの入手
必ずしも必須ではないが、もし入手可能であれば、目的の材料を使った出力サンプルを入手してみたい。ジオメトリは、CADの画面で十分に確認が可能だが、部品が物理的なものである以上、実際に手にとって見なければ分からないことは多い。たとえごく小さなサンプルであっても、その材料が自分の作りたいものにフィットするのかどうかを判断するのに、手元にあるのとないのでは大きな違いがある。出力サンプルは、商用の出力サービスでも用意していることが多い。有料の場合も多いが、複数の材料が比較できるので、たとえ有料でも入手する価値はある。
●データシートの確認
サンプルがあってもなくても、材料のデータシートは確認しておきたい。何気なく見過ごしてしまいがちな情報だが(特に海外製の3Dプリンタはデータシートも英語であることも多いので)、面倒でも目を通して欲しい。
光造形の樹脂はもちろん、FDM/FFF方式の材料であるABSやPLAといった標準的に使われる樹脂であっても、特に材料物性に特徴のあるエンジニアリングプラスチック系の樹脂の場合、確実な出力のための注意事項があることは珍しくない。
光造形の樹脂、たとえば最近非常にポピュラーな3Dプリンタ、Form2用の樹脂でも、標準の樹脂以外では、その性能を発揮するために、アルコール洗浄の時間や紫外線による二次硬化の時間などが指定されている。筆者もはじめ不注意にもそのことに気が付かず、造形自体はできていても、本来の工学的な特性が発揮できていないままになっていたことがある。
造形ができていて、形や寸法さえ確実であれば良いという場合には、あまり注意せずに済ませることもできる。しかし、わざわざ特定の用途向きのエンジニアリング樹脂を使おうという場合には、実際に構造物に組み込んで試験もしてみようという意図があると思う。であれば、なおのこと確実な造形だけでなく用途を果たすためにも、情報は確実に読み込んでおくべきだ。
各社のデータシート。(クリックで拡大) |
 |
|
●データシートの確認ポイント
では、データシートのどこを確認すればよいのだろうか。当然ながら統一されたフォーマットがあるわけではない。が、共通して記述されていることはあるので、そのあたりを中心に解説する。
まず確認したいのが、機械的な材料物性、つまり材料の強度や弾性率などだ。これらの情報は、造形物に形状以外の機械的な性能が求められる場合には確認の必要がある。条件を満たすことができなければ、機能的な検証が難しいからだ。さらに、特に光造形などでは二次硬化を行うかどうかで大きくこのパフォーマンスが変わることがある。この点も確認の必要がある。
FDM/FFF方式での3Dプリンティングの場合には、このあたりの確認ができていれば、とりあえず大丈夫と考えてよい。機械的な材料物性として記述されているのは、主に以下のような情報だ。
〇「Ultimate Tensile Strength」(最大引張強度)
これは、破断時の応力値だ。一般にはミーゼスの相当応力値と比較されるが、この応力値に達した時に、そのパーツは破断してしまうということだ。
〇「Elongation at break」(破断時の伸び)
これは引張荷重下で、破断時に元の長さよりもどのくらい長くなっているか、という数値だ。
〇「Tensile Modulus」(引張弾性率)
これは一般に言われるヤング率だ。物体が永久変形をしない範囲での剛性を示している。
例えば、Form2用の「Tough Resin」と呼ばれる強度のある樹脂だが、これは出力した後の基本的な後処理直後で、最大引張強度が34.7MPa、引張弾性率が1.7GPa、破断時の伸びが42%だ。この段階での最大引張強度は一般的な樹脂と比較して、特に弱くもないが、すごく強いとも言えない。ところが二次硬化をすると最大引張強度が55.7Mpa、引張弾性率が2.7GPa、破断時の伸びが24%だ。ここから分かるのは、二次硬化を行うことで、より剛性が高く、かつ破断強度も高くなるということだ。
形だけでなく機械的な材料物性が重要な試作などを行っているのであれば、是非このあたりも確認したい。
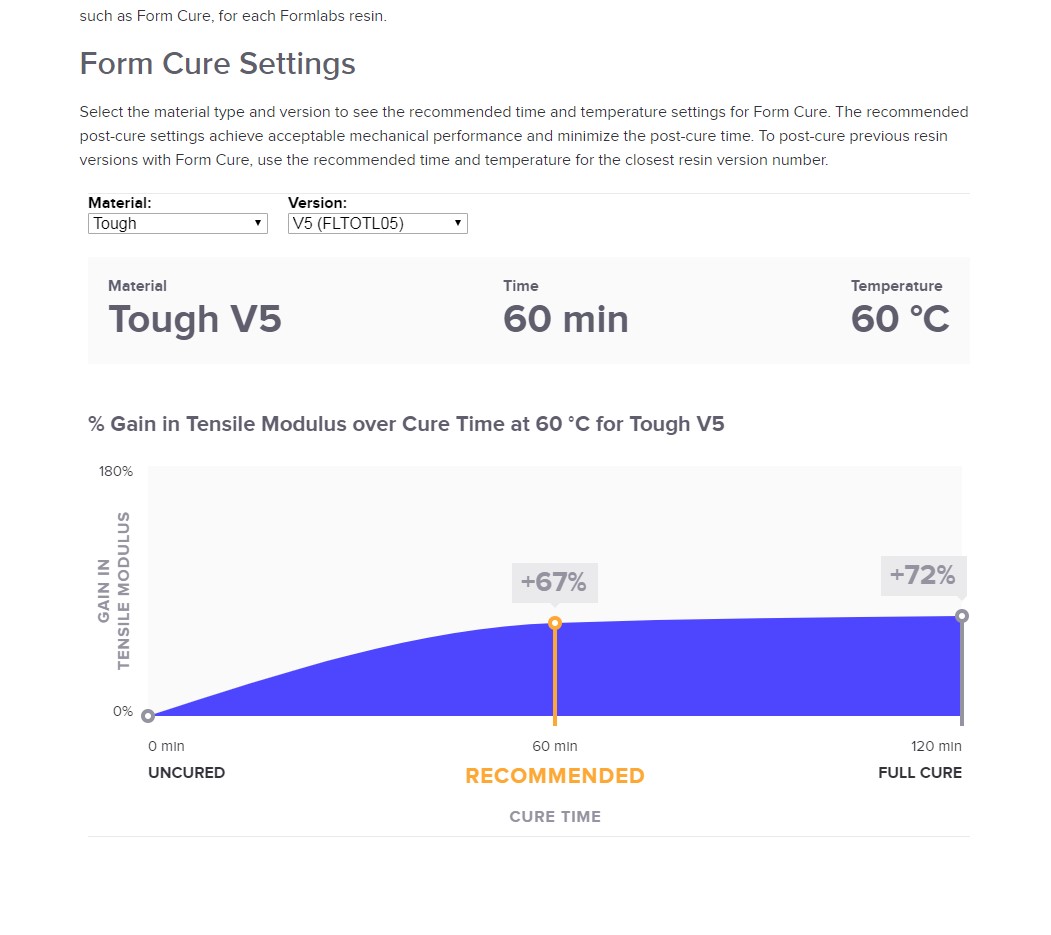
光造形の場合には、もう1つ確認しておいたほうがよい点がある。それは二次硬化(ポストキュア)の情報だ。これは前述の材料物性にも大きく影響してくる。例えば、Formlabs社では、以下のようなWebサイトでポストキュアに対する情報を出している。自分が使おうとする材料の確認をして、その推奨情報に従ってみるとよい。
Formlabs社の二次硬化に関する情報。(クリックで拡大) |
|
|
詳しい情報は、メーカーのWebページを見るとして、例えばこの例で言えば、60℃で60分の二次硬化をすると、出力直後に対して67%の剛性増加が見込めることが分かる。
もちろん、これらの値は実験によるもので、実際のパーツはさまざまな形状をしているので、必ずこの通りになるわけではないが、概ねこれらの値を頼りにすれば大丈夫だろう。
●出力サービス利用時のチェック
ところで、3Dプリンタを所有せずに、出力サービスに委託するというケースも多いのではないだろうか。使用できる機材や材料が1種類とか2種類といったサービスの場合でも、あるいは大手出力サービスのように、非常に多様な材料が出力できる場合でも、自分の使おうとしている材料が自分のニーズを満たすかどうかを知る意味でもデータシートの確認が必要だ。
材料のデータシートは、これらの出力サービスのホームページ上になくても得られるはずだ。というのも、出力サービスでは商用の業務用プリンタを使用しており、それらの情報は基本的に公開されているからだ。
そこまでの情報が必要でない場合でも、材料に応じて向いている用途や出力できる最大サイズ、あるいは最小フィーチャーの大きさなど、失敗しないための情報があることが多い。
例えば、DMM.makeの3Dプリントのページでは材料に関する情報を出している。前述のような最大サイズや、最小フィーチャーに関する情報の他、材料ごとのサポートとオーバーハングの情報、寸法精度、クリアランスなどやそれ以外の材料の特徴や表面仕上げなどもPDFで公開されている。
より本格的に3Dプリンタを使いこなそうとするのであれば、自分が使おうとする材料について、より詳しく知る努力をしてみよう。
次回は4月中旬掲載予定です。
(2019年3月19日更新)
|